ニアフィールド溶接または透過溶接に関係なく、溶接対象ごとに異なる溶接ホーンが必要です。溶接端面の最大振幅を達成できるのは、半波長の超音波ホーンだけです。超音波ホーン、振幅ありとなしで利用可能。超音波プラスチック溶接機は、超音波の原理を使用して超音波ホーンを作成します。
超音波金型の設計は外観ほど単純ではありません。不適切に処理された、または調整されていない溶接ホーンを使用すると、生産に多大な損失が発生します。溶接効果が損なわれるか、さらに深刻な場合はトランスデューサーの損傷に直接つながります。またはジェネレータ。超音波金型の設計には、多くの専門知識とスキルが必要です。溶接ホーンを経済的に機能させるにはどうすればよいでしょうか。溶接金型がトランスデューサーによって変換された機械的振動をワークピースに効果的に伝達できるようにする方法について、当社のエンジニアはすべてのリンクを十分に検討しました。
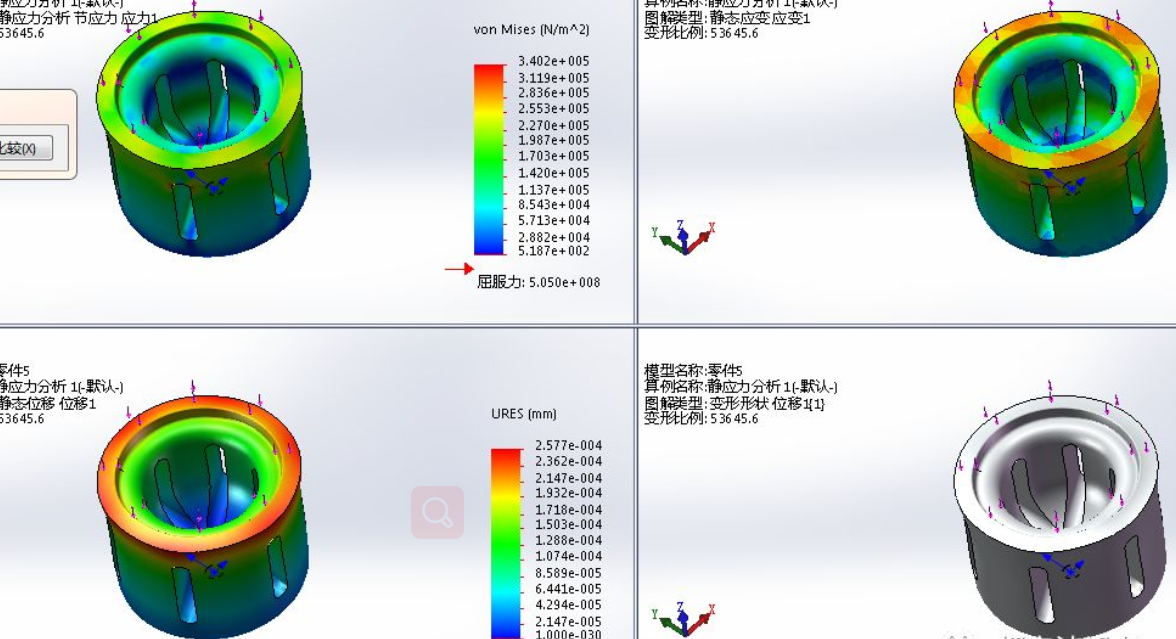
溶接ホーンは超音波プラスチック溶接装置の非常に重要な部分であり、その設計は溶接品質に直接関係しています。ストリップ溶接ジョイントは、適切なスロットによっていくつかの等しい要素に分割され、各要素は複合段付きホーンとして扱うことができます。溶接継手要素の周波数方程式は、ストリップスロット継手の設計の理論的基礎を提供する伝達行列法によって得られます。

実験結果は、測定周波数と設計周波数がこの式で設計されたストリップ溶接継手に適していることを示しています。この設計方法は、明らかな物理的重要性と単純な計算を備えており、エンジニアリング設計に非常に適しています。さらに、この方法を使用すると、スロット番号、スロット幅、およびスロット長が溶接ヘッドのサイズに与える影響を簡単に計算できます。これは、溶接ホーンの最適化設計の理論的基礎にもなります。
超音波プラスチック溶着装置は、一般的に超音波電源、超音波振動システム、圧力機構で構成され、超音波振動システムは、超音波トランスデューサー、ブースター、溶接ホーンで構成されています。超音波トランスデューサーとホーンは、一般的に特定の周波数で共振するように設計されており、異なる溶接部品を変更する必要はありません。また、溶接ホーンは、溶接部品の形状に合わせて特別に設計する必要があります。その設計の良し悪しは溶接品質に直接関係しているので、それは溶接装置において非常に重要な部分です。
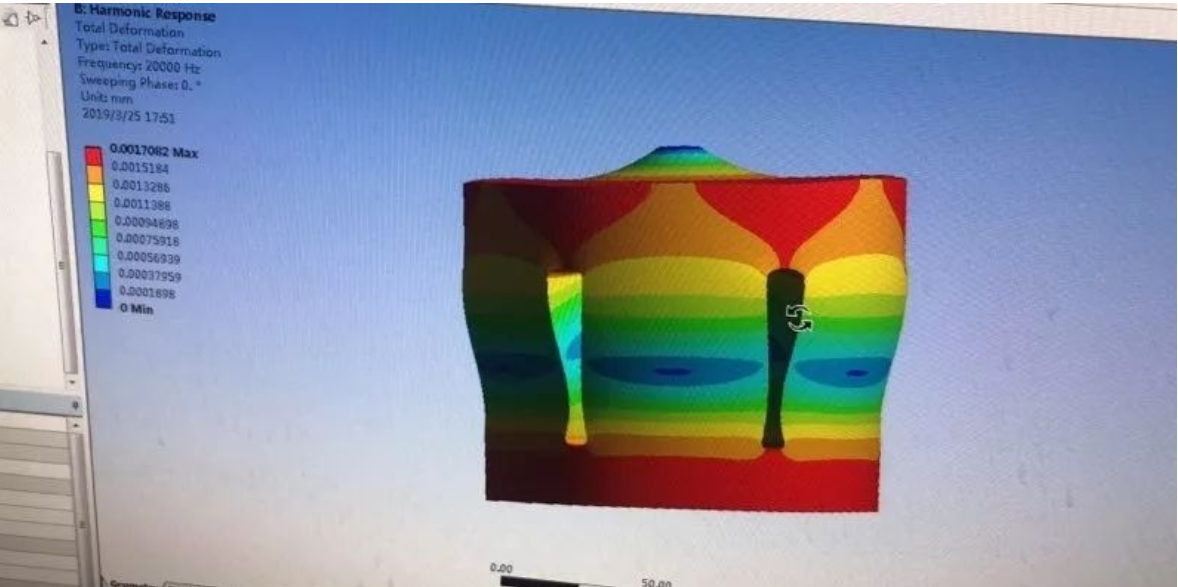
大きな溶接部品の場合、大きなサイズの溶接ホーンが必要であり、そのサイズが縦波波長に近いか、それよりも大きい場合があります。その場合、溶接ホーンは深刻な横振動を発生させ、放射面の変位分布が不均一になります。十分な振幅分布を得るために、スロット、スリット開口、エラストマーの追加、二次設計などのいくつかの方法が提案されています。
振動は制御されますが、その中で、溶接継手の横振動をシミュレートするために最も一般的に使用される方法はスロットです。形状が複雑なため、すりわり溶接継手の厳密な解析解を得ることが難しいため、Ansys法などの数値計算法を用いてこれらの問題を解析することが多くなっています。以前の研究によれば、数値的方法は、後の溶接継手の最適化設計により適しており、初期設計段階で溶接継手のサイズと頻度を推定する上で利点はありません。より良い最適化結果を確実にするために、設計要件を大まかに満たすことができる構造サイズを推定することは非常に重要です。したがって、溝付き構成の大型溶接継手の設計理論を研究することは実用的に重要です。

ストリップ溶接ヘッドの振動解析後の分割溝、溶接ヘッドは、見かけの弾性法と同等の伝送ラインの方法を使用して、エンドユニット本体とミドルユニットセルに分割できます。4つの異なるユニットの長さはそれぞれ与えられ、周波数方程式の方向性により、周波数方程式を使用して長い棒溶接ヘッドを設計できますが、設計プロセスは複雑です。一部のパラメータの選択は経験に依存し、エンジニアリングアプリケーションには便利ではありません。本論文では、ストリップ溶接継手を合理的なスロットによっていくつかの等しい要素に分割し、溶接継手要素の周波数方程式は、ストリップ溶接継手の設計の理論的基礎を提供する転送行列法によって得られます。この設計には、単純な理論計算と明らかな物理的重要性があり、ストリップ溶接継手の工学設計のための単純で実行可能な方法を提供します。
投稿時間:2022年3月16日