溶接技術の普及により、超音波は、同種または異種金属の溶接に比類のない利点を持つ新しい溶接方法として発明されました。超音波非金属溶接は、フラックスや外部熱源を必要としないため、溶接構造が熱によって変形せず、残留応力がありません。
超音波溶着原理
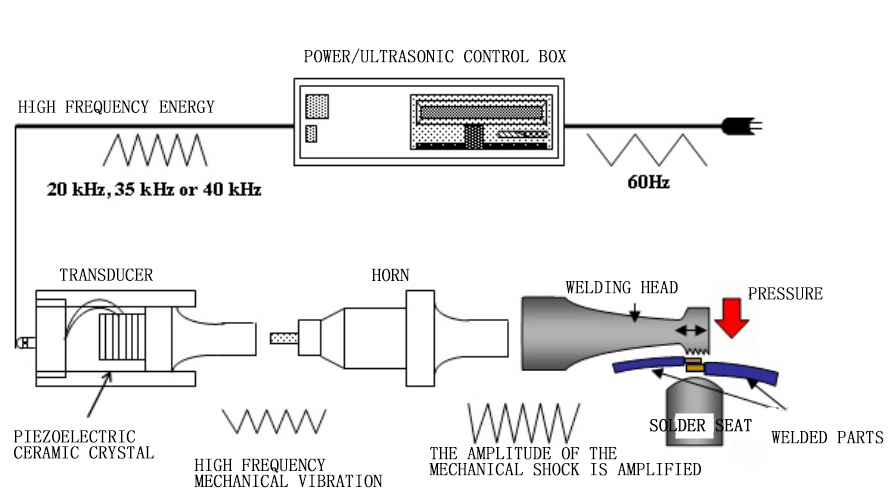
超音波プラスチック溶接の原理: 熱可塑性樹脂のプラスチック接触面に対する超音波作用は、毎秒数万回の高周波振動を生成します。これは高周波振動の特定の振幅に達し、超音波エネルギーが溶接に伝達されます。領域、溶接領域は音響抵抗で 2 つの溶接界面であるため、局所的な高温が発生します。
また、プラスチックの熱伝導率が低いため、時間内に分散できず、溶接領域に集まり、2つのプラスチックの接触面が急速に溶融し、一定の圧力がかかり、1つに融合します.超音波が機能しなくなったら、圧力を数秒間続けて固化させ、原材料の強度に近い強度で溶接できる分子の固い鎖を形成します。
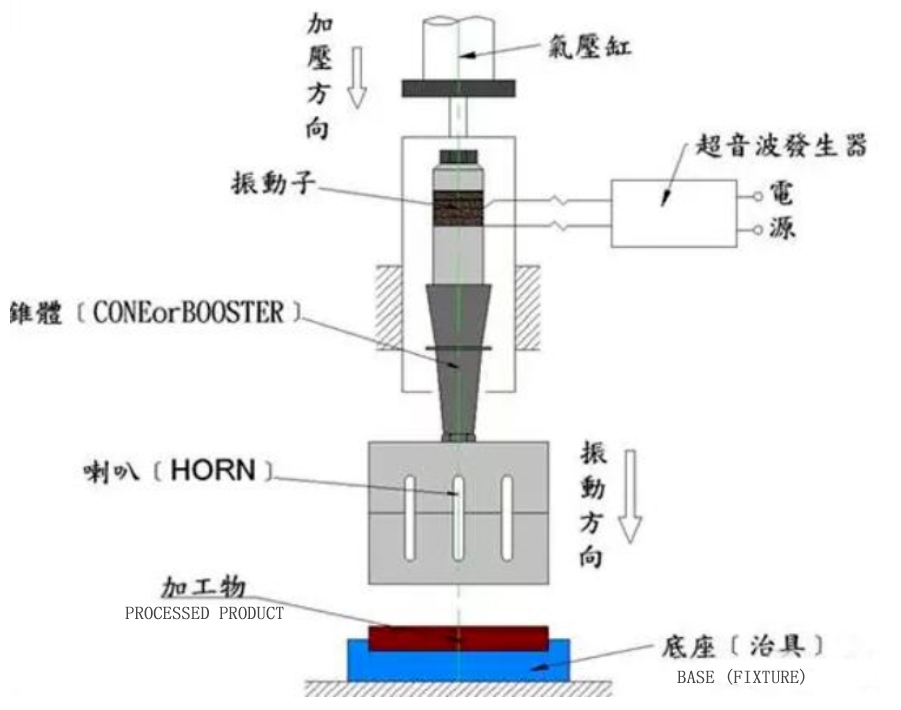
超音波プラスチック溶接の品質は、トランスデューサ溶接ヘッドの振幅、追加圧力と溶接時間、およびその他の 3 つの要因に依存します。溶接時間と溶接ヘッド圧力を調整できます。振幅はトランスデューサと振幅ロッドによって決まります。
これら 3 つの量の相互作用には適切な値があります。エネルギーが適正値を超えると、プラスチックの溶融量が多くなり、溶着材料が変形しやすくなります。エネルギーが小さい場合、溶接は容易ではなく、加えられる圧力が大きすぎることはありません。この最適圧力は、溶接部のエッジ長さとエッジ 1mm あたりの最適圧力の積です。
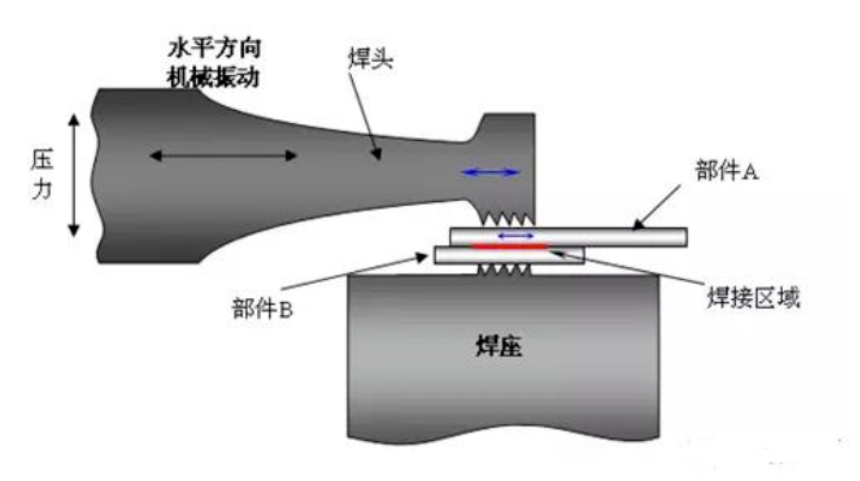
超音波金属溶接の原理: 超音波金属溶接の原理は、超音波周波数 (16KHz 以上) の機械的振動エネルギーを使用して、同じまたは異種の金属を接続する特殊な方法です。超音波溶接の金属は、ワークピースへの電流の伝達もワークピースも高温の熱源にさらされませんが、静圧下では、フレームの振動エネルギーがワークピース間の摩擦仕事、変形エネルギー、および制限された温度上昇に影響します.
ジョイント間の冶金学的接合は、母材金属を溶融させない固相溶接です。したがって、抵抗溶接によるスパッタや酸化を効果的に克服できます。超音波溶接機は、銅、銀、アルミニウム、ニッケルおよびその他の非鉄金属フィラメントまたは薄いシート材料の一点溶接、多点溶接およびショートストリップ溶接に使用できます。シリコン制御リード、ヒューズピース、電気リード、リチウム電池のポールピース、ポールイヤーの溶接に広く使用できます。
超音波溶接プロセス
1) 溶接方法: 適度な圧力の下で超音波高周波振動溶接ヘッドを使用して、2 ピースのプラスチック接合面の摩擦熱と瞬間的な溶融接合を行い、接合強度はオントロジーに匹敵し、適切なアーティファクトと合理的なインターフェース設計を採用し、達成することができます水密・気密、エイズ解消の不便さを解消し、効率よくクリーンな溶接を実現します。
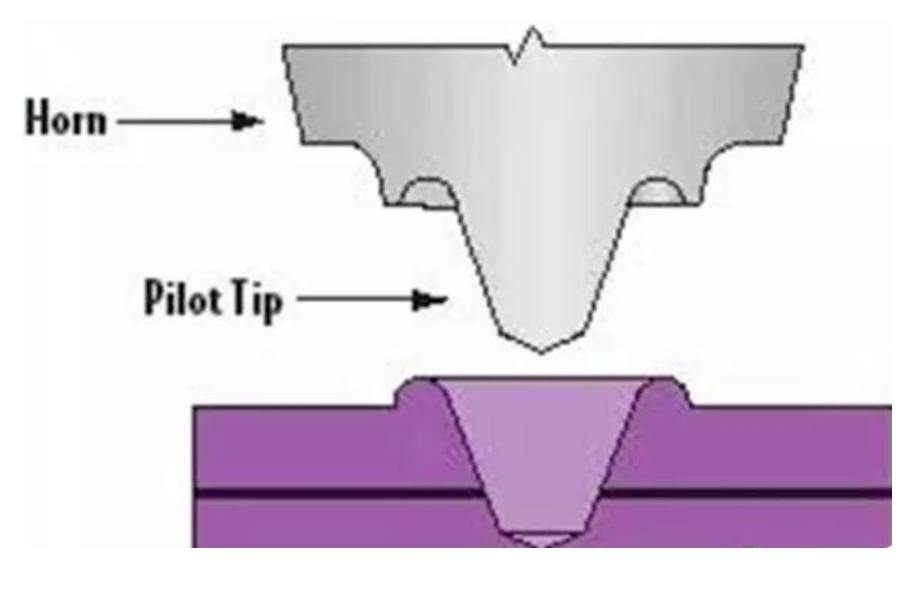
2) 形状: maohan 方法と同様に、この方法は、プラスチック製の外輪にヘッド圧力を溶接する凹型の形状になり、超高周波振動後の超音波溶接の毛髪の余剰は、固定される金属製の物体に成形され、プラスチックでコーティングされ、滑らかになります。外観が美しく、エレクトロニクス、固定形状のホーン、レンズ固定の化粧品などに使用されています。
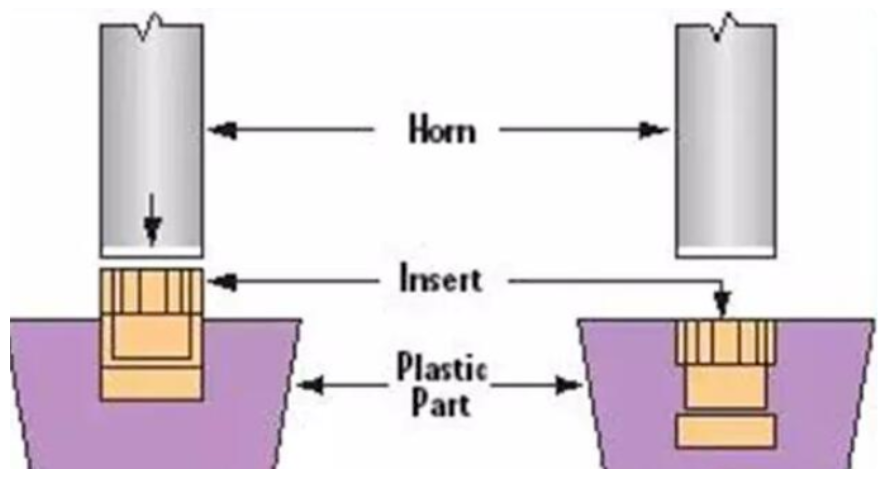
3) 熱ステーキング: 溶接ヘッドの伝達と適切な圧力により、金属部品 (ナット、ネジなど) は、予約されたプラスチック穴に押し込まれ、特定の深さで固定されます。完成後、張力とトルクは従来の金型成形の強度に匹敵し、射出金型の損傷と射出の遅延の欠点を回避できます。
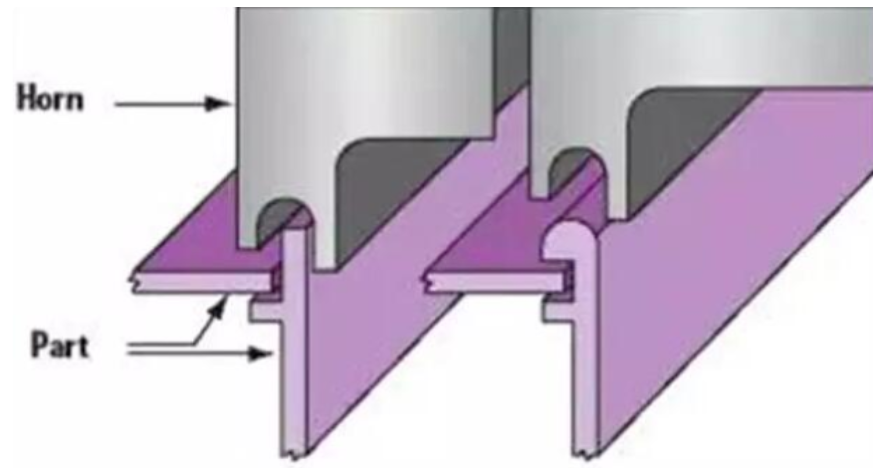
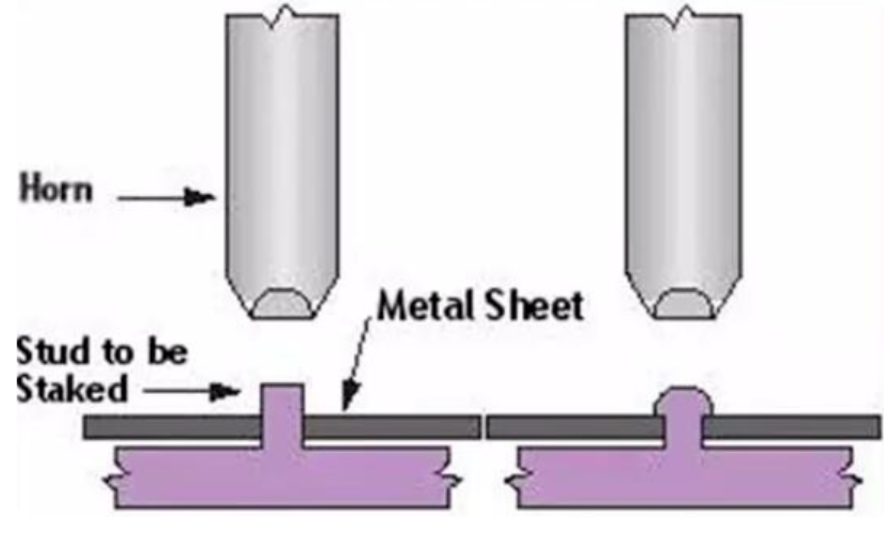
4) リベット溶接: リベット溶接方法とは、溶接ヘッドの振動がアイテムの突起を押して、ホットメルトがリベット形状になり、2 つのオブジェクトが機械的にリベットされることを指します。
5)スポット溶接:スポット溶接とは、溶接線の設計が容易ではないオブジェクトの点溶接を指し、溶接効果も実現できます。
超音波溶着に適した材質
1. 超音波溶接は、すべての熱可塑性樹脂、ABS、PMMA、PC、PS などのアモルファス プラスチックに適しています。PA、PET、CA、POM、PE、PPなどの半結晶性プラスチック。
2. 超音波溶着は、熱可塑性繊維、高分子材料、コート紙、混合繊維などの繊維以外の繊維にも適しています。
次の部分では、超音波溶接機で広く使用されている材料と超音波溶接溶接インターフェースの設計と応用分野を紹介します。興味がある場合は、フォローしてください。
超音波溶着機、高周波溶着機、超音波発生機、金属溶着機、カスタム溶着機などの製造を得意としています。 超音波技術についてお知りになりたいことがございましたら、お気軽にお問い合わせください。
投稿時間: 2022 年 10 月 27 日